La diffusion des profils moletés dans l’industrie découle d’une recherche permanente d’optimisation fonctionnelle : combiner résistance, prise en main et facilité d’intégration sans accroître significativement les coûts de production. Le recours au moletage à froid permet de structurer des sections constantes à partir de bobines ou tôles, en évitant les traitements thermiques lourds et en maintenant une économie d’échelle favorable pour les petites et grandes séries. Les attentes des donneurs d’ordre portent sur la performance mécanique, l’adhérence en usage, la répétabilité des pièces et la compatibilité avec des traitements de surface variés. Les applications concernent des rails, des rails de guidage pour portes coulissantes, des mains courantes pour barrières en verre, ainsi que des cornières destinées aux finitions d’angles. Les évolutions récentes de la profileuse, l’intégration d’outillages dédiés et la modularité logistique facilitent la customisation des profils pour des industries variées, des serruriers aux grands donneurs d’ordre de la construction. L’article met en perspective le procédé, ses effets sur la résistance mécanique et l’adhérence, et propose des repères pour choisir les profils adaptés aux contraintes de service.
En bref : profils moletés, usages et bénéfices
- Profils moletés : solution économique pour rails, mains courantes et cornières avec surface texturée pour accroître l’adhérence.
- Le moletage à froid offre une production continue, adaptée du prototype à la grande série grâce à des profileuses modernes.
- Bénéfices : meilleur comportement à l’usure, compatibilité avec traitement des surfaces variés et facilité d’assemblage des composants mécaniques.
- Sections techniques : explication du procédé, comparaison des propriétés mécaniques, procédés industriels et cas d’applications industrielles.
- Plan : principes techniques, tests de performance, outils de production, secteurs d’usage, finitions et intégration en conception.
Profil technique des profils moletés et principes du moletage à froid
Le procédé de moletage à froid s’inscrit dans la famille du formage par roulage : une bande métallique passe successivement entre galets qui impriment une texture ou une géométrie stabilisée. Le terme « moletage » évoque une surface crantée ou nervurée destinée à améliorer l’adhérence, mais la technique englobe aussi la mise en forme de sections en U, C, ou cornières. Techniquement, l’opération se déroule sans apport thermique, ce qui réduit les contraintes résiduelles par rapport au laminage à chaud tout en exigeant une attention particulière sur l’amorçage du matériau et la tenue des outillages.
Problème : comment garantir la répétabilité géométrique lors d’une production en série ?
Solution : la profileuse moderne associe des têtes de formage modulaires et des contrôles dimensionnels en ligne. Les galets sont calibrés et les supports d’outillage fabriqués en interne pour ajuster rapidement un profil en phase prototype. La pratique industrielle observée depuis les années 1980 montre que l’outillage dédié, conçu par le fournisseur ou par l’atelier client, réduit les temps de mise au point et limite les rebuts.
Principes mécaniques et rôle des outillages
Le moletage mobilise la déformation plastique locale du métal. Chaque passage entre galets provoque un écrouissage contrôlé; la séquence de galets définit la géométrie finale. L’usinage précis des rayons et des arrêtes est crucial pour éviter la fissuration au bord de la tôle. L’utilisation d’aciers au carbone ou d’aciers inoxydables exige des choix de diamètres et d’angles de galets distincts, en raison de l’aptitude au déformage et de la ténacité intrinsèque du matériau.
Exemple : pour un profil en U moleté destiné à un rail, la série de galets commence par un amorçage progressif du voile, suit par un redressement des ailes, puis par un finition du moletage qui confère la texture antidérapante. Les temps de cycle et la vitesse de ligne influencent la qualité du profil ; une ligne performante permet de réduire la zone affectée thermiquement et d’améliorer la planéité.
Comparatif procédés : moleté à froid versus laminé
Le moletage à froid se différencie nettement du profilé laminé. Les profils laminés sont produits à chaud, ce qui facilite certaines géométries mais altère la structure cristalline et nécessite souvent des traitements complémentaires. Le moletage conserve une meilleure tenue dimensionnelle et une apreté de surface qui se prête au traitement des surfaces (prélaquage, zingage, finition brossée).
Anecdote industrielle : une entreprise régionale a remplacé un procédé de pliage et soudure par une profileuse en continu pour produire des cornières moletées, réduisant les temps de montage et améliorant l’esthétique des pièces tout en optimisant la résistance aux contraintes locales.
Insight final de la section : maîtriser l’enchaînement d’outillages et la vitesse de profilage conditionne la qualité des profils moletés et maximise leur valeur d’usage.
Propriétés mécaniques : résistance mécanique, adhérence et comportement en service
La valeur ajoutée des profils moletés repose principalement sur deux paramètres mesurables : la résistance mécanique en usage structurel et l’adhérence de la surface en contact. La mise en forme par usinage à froid génère un écrouissage qui augmente souvent la limite d’élasticité locale, améliorant la tenue sous charges statiques et dynamiques. Toutefois, il convient d’évaluer comment cette dureté accrue interagit avec la ductilité globale du profil.
Problème : l’augmentation de la dureté locale compromet-elle la capacité de déformation en cas de choc ?
Solution : l’approche technique consiste à établir des zones différenciées par conception : zones renforcées par moletage pour l’adhérence et zones neutres conservant de la ductilité. Les essais de traction, de pliage et de fatigue complètent l’analyse, avec des protocoles adaptés aux applications industrielles visées.
Mesures standard et essais pratiques
En pratique, les labs de validation mesurent la limite d’élasticité, la résistance à la traction, la dureté superficielle et l’usure par abrasion. Les tests de coefficient de frottement sont essentiels quand le profil sert de main courante ou de guide pour portes coulissantes. Une attention particulière est portée à la corrosion : un moletage peut piéger des agents corrosifs si la finition n’est pas adaptée.
Exemple concret : un équipementier fournissant des rails moletés pour portes industrielles a observé une réduction de 30% des glissements lors de tests d’usage après introduction d’un motif de moletage optimisé, sans modification notable de la contrainte maximale admissible.
Impact des alliages et traitements
Les aciers inoxydables moletés offrent une résistance à la corrosion supérieure, mais demandent des paramètres de galets ajustés pour éviter le marquage. Les aciers au carbone restent compétitifs pour des applications intérieures après traitement de surface. Le choix du matériau conditionne aussi la stratégie d’assemblage (soudure, boulonnage) et la compatibilité avec les composants mécaniques adjacents.
Cas d’étude : Sud Métal Provence a développé une gamme de profils moletés en acier prélaqué pour des mains courantes, réduisant les opérations d’assemblage sur chantier et limitant les retouches sur site. Le bilan montre une réduction des coûts de pose et une amélioration de la satisfaction client.
Insight final de la section : les performances mécaniques des profils moletés sont mesurables et optimisables par combinaison matériau-profilage-traitement, garantissant la durabilité en usage réel.
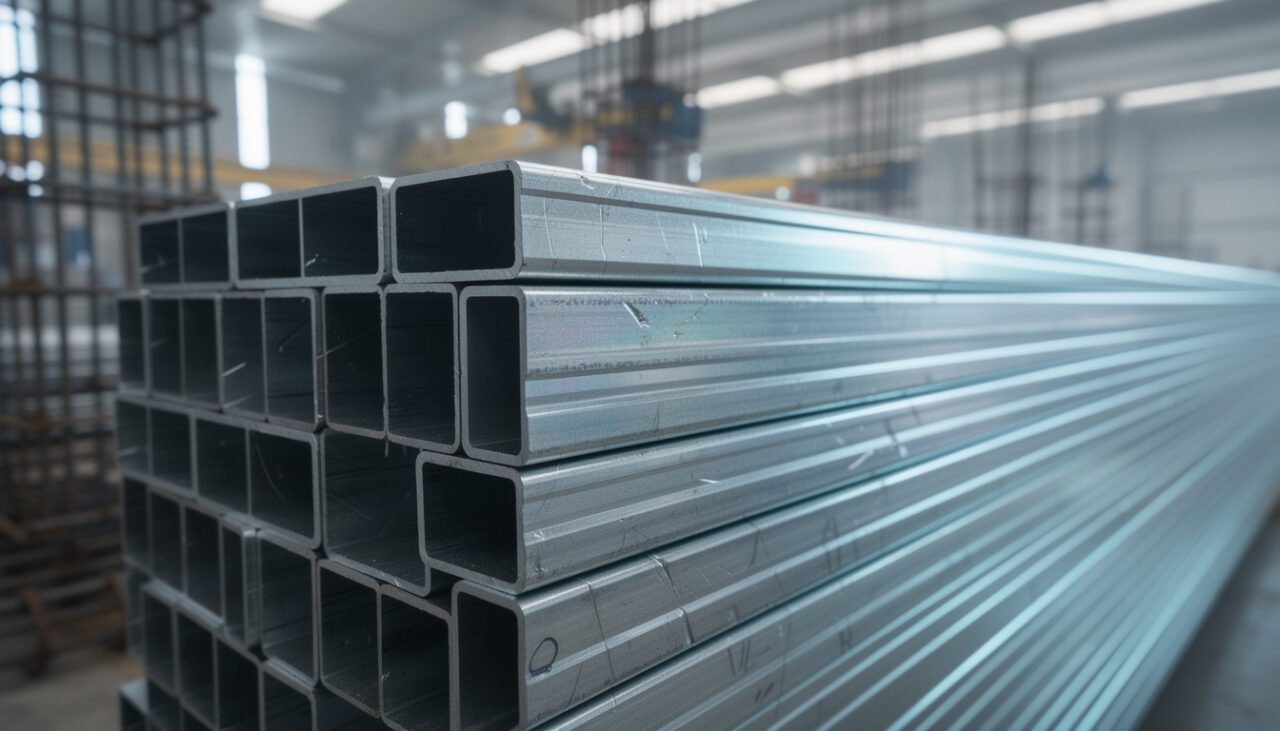
Procédés industriels : usinage à froid, profileuses et lignes de profilage
La montée en puissance des lignes de profilage permet aujourd’hui de traiter des volumes très variés, du prototype à la grande série. Les industries s’appuient sur des profileuses modulaires qui intègrent des étapes de refendage, formage, découpe à longueur, et parfois emboutissage léger. Le modèle de production s’appuie sur une flexibilité logistique : outillages en interne, gestion de lots et optimisation des flux.
Problème : comment concilier flexibilité de production et coût d’outillage ?
Solution : la fabrication d’outillages dédiés en interne, combinée à des systèmes d’échange rapide de galets, permet de réduire les coûts unitaires dès que les volumes dépassent un seuil critique. L’expérience industrielle montre que la présence d’un service d’outillage intégré accélère la mise sur le marché et réduit les réglages.
Topologie des lignes et contrôle qualité
Une ligne complète comprend : un dérouleur pour bobines, un refendeuse pour largeur, une séquence de galets pour former, un système de contrôle dimensionnel et une machine de coupe. L’automatisation des réglages et la traçabilité des paramètres sont devenues standards, notamment pour garantir les tolérances sur des pièces destinées à des assemblages mécaniques précis.
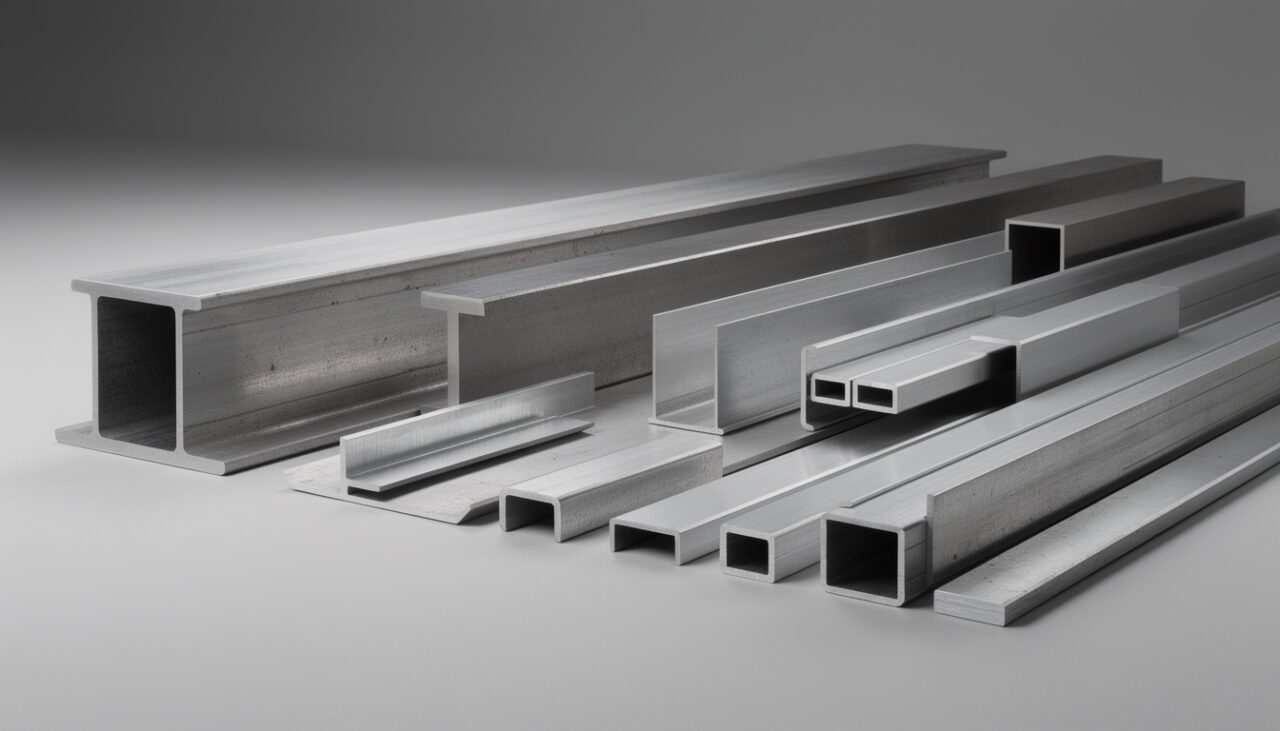
Tableau comparatif des profils moletés courants :
| Type de profil | Usage courant | Matériaux | Avantage principal |
|---|---|---|---|
| U moleté | Rails, rails de guidage | Acier au carbone, inox | Guidage et adhérence |
| C moleté | Guides au sol, portes coulissantes | Acier galvanisé | Rigidité et compatibilité montage |
| Cornière moletée | Finitions d’angles, cadres | Acier prélaqué | Esthétique et résistance |
Exemples d’implantation : voestalpine Profilafroid et d’autres acteurs ont développé des usines capables de passer du prototype à la série en adaptant les lignes. La coordination entre bureau d’études et production est déterminante pour réduire les itérations de mise au point.
Logistique et services associés
La valeur ajoutée d’un fournisseur moderne réside aussi dans les services logistiques : gestion des stocks en consigne, livraisons JIT, et packagings spécifiques. Depuis 1980, des entreprises régionales ont développé des prestations de conseil et d’outillage interne pour accompagner les clients de la conception à la pose.
Insight final de la section : l’industrialisation du moletage à froid repose sur des lignes modulaires, un outillage performant et des services logistiques intégrés permettant d’adapter la production aux contraintes des donneurs d’ordre.
Applications industrielles des profils moletés dans les industries métallurgiques
Les applications industrielles des profils moletés couvrent un spectre large : serrurerie fine, construction métallique, menuiserie industrielle, transport et aménagement urbain. Leur intégration se justifie quand la prise en main, la sécurité ou le guidage sont des critères prioritaires. Les constructeurs métalliques utilisent ces profils pour produire cadres, rails, et éléments d’interface entre structures et usagers.
Problème : comment choisir un profil pour un usage spécifique ?
Solution : une démarche technique basée sur l’analyse des contraintes (charge, fréquence d’usage, environnement corrosif) permet de définir le profil, le matériau et le traitement de surface. Les fournisseurs capables de proposer des essais prototypes accélèrent la validation en conditions réelles.
Cas pratiques et études de terrain
Cas 1 — Serrurerie : pour des rails de portes coulissantes, un profil en C moleté assure le guidage et diminue le risque de dérapage des galets. Les tests sur site montrent une baisse des interventions de maintenance.
Cas 2 — Mains courantes : les profils U moletés, utilisés comme main courante pour barrières en verre, réduisent le risque de glissade et facilitent la pose. Fournir un profil prélaqué évite des retouches chères en atelier.
Cas 3 — Finitions d’angles : les cornières moletées permettent d’allier esthétique et protection contre les chocs. Les assemblages mécaniques sont simplifiés par des tolérances serrées obtenues en profilage continu.
- Secteur construction : cadres, seuils, protections de bords.
- Serrurerie : rails, poignées, systèmes de fermeture.
- Transport : guides et éléments d’ancrage.
- Aménagement urbain : mains courantes pour garde-corps et barrières.
Exemple d’entreprise fictive : l’atelier « Atelier Moulinard » a transformé une demande de grande série pour rails moletés en réduisant le prix unitaire par optimisation des galets et la mise en place d’un programme de maintenance préventive sur la profileuse. Le client a gagné en fiabilité et en délai de livraison.
Insight final de la section : la sélection d’un profil moleté repose sur l’adéquation entre contraintes d’usage, matériau et capacité du fournisseur à livrer des pièces testées et traçables.
Traitement des surfaces, finitions et intégration des composants mécaniques
Le traitement des surfaces intervient à la fois pour la protection et l’esthétique. Les profils moletés se prêtent à différents revêtements : galvanisation, peinture poudre, prélaquage et traitements anti-corrosion. Le moletage modifie la topologie superficielle, ce qui nécessite des protocoles de préparation adaptés pour assurer l’adhérence des couches de finition.
Problème : comment garantir une finition uniforme sur une surface texturée ?
Solution : l’emploi de traitements sous flux contrôlé et de procédés de prétraitement (dégraissage, phosphatation ou passivation pour l’inox) est recommandé. Les essais en usine permettent d’ajuster les paramètres de projection ou d’application pour réduire les surépaisseurs dans les creux du moletage.
Intégration mécanique et assemblage
Les composants mécaniques associés (boulons, platines, clips) doivent être conçus en cohérence avec la texture du profil. Par exemple, une main courante moletée destinera des points de fixation spécifiques pour éviter la déformation locale. Les interfaces soudées réclament une attention particulière : le moletage peut nécessiter des zones lisses destinées aux cordons de soudure.
Exemple technique : pour un assemblage boulonné, un fournisseur peut recommander des rondelles de conception spéciale afin de répartir les contraintes sur la zone moletée et prévenir le jeu dans le temps.
Maintenance, recyclage et durabilité
La durabilité des profils moletés dépend du choix des matériaux et des traitements. Les aciers recyclables et les procédés moins énergivores favorisent une empreinte carbone réduite. Les bonnes pratiques incluent un plan de maintenance préventive de la profileuse, la traçabilité des lots d’acier et la définition d’indicateurs de performance (corrosion, usure, tenue mécanique).
Liste des bonnes pratiques pour la gestion des profils moletés :
- Valider un prototype et réaliser des tests en conditions réelles.
- Choisir le matériau en fonction de l’environnement d’usage.
- Prévoir des zones d’assemblage non moletées pour les soudures.
- Mettre en place une maintenance régulière des outillages.
- Documenter les traitements de surface et assurer la traçabilité.
Insight final de la section : l’efficacité des profils moletés dépend autant du procédé de formage que de la stratégie de finition et d’intégration mécanique, garantissant une solution durable et performante.
Quels sont les avantages du moletage à froid par rapport au laminage à chaud ?
Le moletage à froid conserve une meilleure tenue dimensionnelle, permet des finitions de surface directement prêtes au traitement, et réduit les déformations dues à la chaleur. Il simplifie la production de sections constantes à partir de bobines et est adapté aux petites comme aux grandes séries.
Quels types de profils moletés existent et leurs usages principaux ?
Les profils en U, C et les cornières moletées servent respectivement de rails, de guides pour portes coulissantes, et d’éléments de finition d’angles ou de cadres. Le choix dépend des contraintes mécaniques et de l’esthétique recherchée.
Comment optimiser l’adhérence d’une main courante moletée ?
Optimisation passe par la géométrie du moletage (profondeur, motif), le matériau choisi et le traitement de surface. Des essais terrain et un ajustement des galets permettent d’obtenir le coefficient de frottement souhaité sans compromettre la résistance mécanique.
Quels traitements de surface sont recommandés pour des profils moletés exposés ?
Galvanisation, peinture poudre ou prélaquage sont des options selon l’exposition aux agents corrosifs. Les préparations de surface doivent être adaptées à la texture pour garantir l’adhérence et éviter les défauts liés aux creux du moletage.