L’acier inoxydable demeure un pilier de l’industrie moderne, associé à la performance, à la longévité et à la capacité d’affronter des environnements sévères. Sa composition chimique — principalement du fer enrichi en chrome au-delà de 10,5 % et un taux de carbone limité — lui confère une résistance à la corrosion qui a transformé les pratiques de fabrication, la maintenance et le design industriel. Dans les ateliers et les usines, l’inox intervient partout : tuyauterie, cuves, armatures, systèmes de chauffage, composants de process chimique, et équipements soumis à des températures élevées. Le choix de la nuance, la qualité des traitements thermiques et des opérations de soudage conditionnent non seulement la durabilité mais aussi la sécurité des installations. Les enjeux actuels — recyclabilité, contrôle des contaminations, optimisation des coûts — poussent les responsables de production à comparer nuances et procédés pour maximiser la performance globale des équipements en service.
En bref : l’essentiel sur l’acier inoxydable
- Acier inoxydable = acier avec ≥10,5% Cr et faible C pour former une couche passive d’oxyde de chrome qui limite la corrosion.
- Choisir la nuance (304, 316, duplex, ferritique, martensitique) dépend de l’environnement chimique, de la température élevée et des contraintes mécaniques.
- Soudage et finition conditionnent la performance : méthodes orbitales et traitements de passivation prolongent la vie des installations.
- Maintenance préventive, nettoyage adapté et contrôle de contamination par particules ferreuses sont essentiels pour l’inox industriel.
- La recyclabilité et la montée de la production mondiale font de l’inox un choix durable et souvent rentable sur le cycle de vie.
Propriétés métallurgiques et mécanismes de protection contre la corrosion
La définition technique de l’acier inoxydable repose sur une teneur en chrome supérieure à 10,5 % et une teneur en carbone inférieure à 1,2 %. Ce seuil de chrome permet la formation d’une couche passive d’oxyde de chrome (Cr2O3) à la surface qui limite l’attaque oxydante. La réaction chimique fondamentale 4 Cr + 3 O2 → 2 Cr2O3 illustre comment le chrome capte l’oxygène et crée une barrière compacte et adhérente. Cette couche est microscopique mais efficace : lorsque sa continuité est préservée, l’acier présente une résistance à la corrosion bien supérieure à celle des aciers ordinaires.
L’ajout d’éléments d’alliage modifie profondément le comportement : le nickel favorise l’austénitique, apporte ductilité et malléabilité et augmente la résistance en milieu acide en freinant les réactions cathodiques sur les ions H+. Le molybdène stabilise le film passif vis-à-vis des ions chlorure et confère une meilleure tenue dans les milieux marins et chimiques. Le titane et le niobium capturent le carbone sous forme de carbures stables (TiC, NbC), évitant la précipitation de carbures de chrome qui appauvrissent localement en chrome la matrice et favorisent la corrosion intergranulaire.
Les notions de gammagénicité et alphagénicité expliquent pourquoi certaines compositions produisent des structures ferritiques, austénitiques ou mixtes. Le nickel ouvre le domaine austénitique, la combinaison Cr-Ni définit la série 300 la plus répandue. Comprendre les diagrammes de phase (Fe-Cr, Fe-Cr-Ni) permet d’anticiper les transformations à chaud et à froid, ainsi que le risque de formation de phases intermétalliques σ qui fragilisent à des teneurs élevées en chrome si le refroidissement est lent.
La performance à haute température mérite une attention particulière. Des éléments à point de fusion élevé comme le tungstène ou le vanadium, associés à une augmentation du chrome, produisent des aciers réfractaires capables de résister au contact direct d’une flamme. Dans le même temps, la conductivité thermique de l’inox est faible comparée à l’aluminium, ce qui impose des stratégies de dissipation adaptées en conception thermique.
En pratique industrielle, le maintien d’une surface propre, l’absence de contamination par des particules ferreuses et un état de surface soigné favorisent la reformation rapide et uniforme du film passif. Les opérations de décapage chimique ou la passivation à l’acide nitrique accélèrent la mise en état d’inoxydabilité avant mise en service, particulièrement pour les équipements destinés à l’industrie chimique. Insight final : la compréhension fine des interactions entre composition, microstructure et environnement reste le levier le plus puissant pour garantir la résistance et la longévité des composants en inox.
Nuances d’acier inoxydable et critères de sélection pour l’industrie
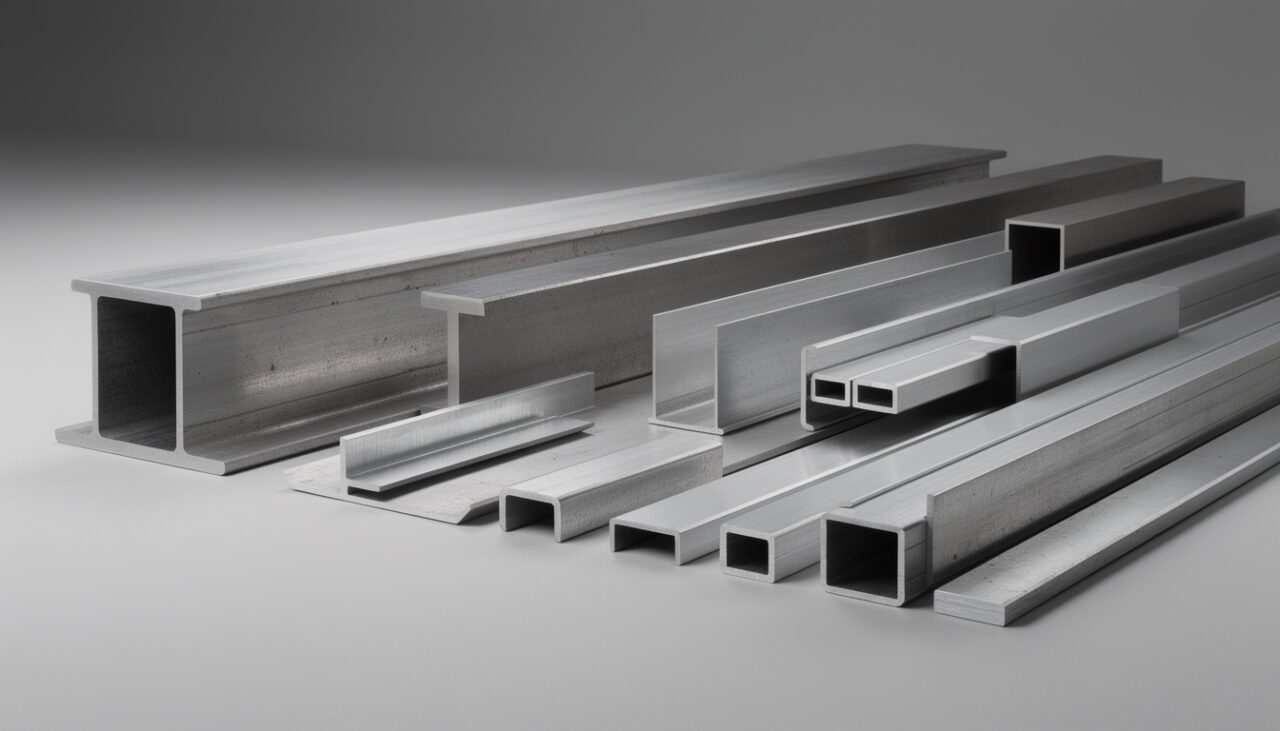
La sélection d’une nuance appropriée est une décision stratégique qui combine aspects techniques, économiques et opérationnels. Les familles courantes — austénitique (séries 300), ferritique (séries 400), martensitique et duplex — couvrent des besoins variés. Les austénitiques (ex. 304/304L, 316/316L) dominent l’usage industriel en raison de leur excellente ductilité, de leur résistance générale à la corrosion et de leur aptitude au formage. Le 316, enrichi en molybdène, est privilégié pour les milieux chlorés comme les installations marines ou les cuves de process chimique.
Les ferritiques (ex. 430) sont choisis pour des applications où la bonne résistance à la corrosion et un coût moindre priment, y compris des pièces décoratives ou des composants d’électroménager. Les martensitiques (ex. 410, 420) offrent une résistance mécanique élevée après trempe et conviennent à l’outillage, aux pièces massives et aux composants soumis à l’abrasion. Les aciers duplex (ex. 2205) offrent un compromis : une résistance mécanique supérieure et une meilleure tolérance aux milieux agressifs, ce qui les rend attractifs pour la tuyauterie sous pression et les échanges thermiques en milieux corrosifs.
Plusieurs critères influencent le choix : la composition du fluide (présence de chlorures, pH, oxydants), la température élevée d’exploitation, la pression, la possibilité d’érosion/cavitation et les exigences de soudage. Le tableau ci-dessous synthétise quelques grades usuels et leurs usages types.
| Nuance | Principaux éléments | Usage industriel typique |
|---|---|---|
| X5CrNi18-10 (304) | Cr 17–19%, Ni 8–10% | Matériel alimentaire, tuyauterie non chlorée, mobilier industriel |
| X2CrNiMo17-12 (316) | Cr 16–18%, Ni 11–13%, Mo ~2% | Process chimique, environnement marin, cuves agroalimentaires |
| 1.4462 (2205) | Duplex Cr/Ni mixte, Mo présent | Tuyauterie sous pression, échangeurs, installations offshore |
| X6Cr17 (430) | Cr 16–18%, Ni faible | Éviers, électroménager, éléments décoratifs |
En pratique, certains choix sont contraints par des normes clients ou des réglementations sectorielles. Les responsables d’achat et les ingénieurs process évaluent la durabilité sur la base du coût total de possession : prix d’achat, coûts de maintenance, temps d’arrêt pour réparation et recyclabilité. L’exemple d’une usine pilote fictive, la « Société Arkem », illustre ce raisonnement : face à une fréquence de corrosion par piqûres sur des collecteurs en 304, la substitution par 316L alliée à des pratiques de nettoyage et à l’emploi de tuyauterie industrielle adaptée a réduit les interventions correctives et amélioré la disponibilité.
Enfin, pour des installations critiques, la consultation des spécifications et l’analyse de risque chimique doivent précéder toute décision. Le recours à des méthodes avancées de soudage orbital permet de garantir des joints reproductibles et de haute qualité même sur des diamètres réduits, ce qui favorise l’intégration d’inox dans les skids et les réseaux de process (voir technologies de soudage orbital pour l’inox). Choisir la bonne nuance reste un arbitrage technique et économique dont la maîtrise réduit la vulnérabilité face à la corrosion.
Usages industriels : cas concrets et secteurs clés
L’acier inoxydable est omniprésent dans l’industrie. Les secteurs alimentaires, pharmaceutique, chimique, naval et automobile recourent massivement à ses propriétés. Dans l’industrie chimique, l’inox équipe cuves, échangeurs, colonnes et tuyauteries en contact avec des produits corrosifs. Les nuances au molybdène comme le 316L sont préférées pour les circuits contenant des chlorures ou des agents sulfatés, réduisant les risques de corrosion par piqûres.
Le secteur agroalimentaire privilégie les austénitiques pour leur inertie aux produits alimentaires et la facilité de nettoyage. L’usage d’inox dans les cuisines professionnelles et les process de conditionnement n’est pas que cosmétique : il diminue les risques de contamination et facilite la maintenance. Dans la construction navale, la combinaison résistance mécanique / corrosion en milieu salin fait des aciers duplex et austénitiques des choix fréquents pour les composants exposés.
Exemple d’une usine hypothétique d’embouteillage : l’adoption de tuyauterie en 316L et de raccords soudés en orbital a permis de limiter l’encrassement, d’améliorer la stabilité des flux et de réduire la fréquence des arrêts. La maintenance a été optimisée grâce à des procédures documentées de passivation et à la standardisation des visseries en inox, éliminant la corrosion galvanique entre métaux différents.
L’utilisation de procédés de fabrication avancés se développe : la soudure orbitale, le soudage TIG semi-automatique et les procédés robotisés offrent des soudures propres, sans porosité et avec un faible apport en contamination. Ces techniques, lorsqu’elles sont correctement maîtrisées, préservent la résistance à la corrosion du joint et réduisent les besoins en finition mécanique. Pour des réseaux critiques, l’emploi de soudeurs orbitaux portables ou stationnaires devient un standard qualité.
La mise en œuvre industrielle nécessite aussi de gérer les risques de corrosion sous contrainte, de piqûres et d’intergranulaire. Les solutions comprennent le choix des nuances appropriées, des traitements d’hypertrempe, des passivations chimiques et des contrôles non destructifs réguliers. La recyclabilité de l’inox, 100 % recyclable sans perte significative de qualité, ajoute un argument fort pour les projets d’investissement durable et l’économie circulaire au sein des groupes industriels.
Pour la tuyauterie sous haute pression et les lignes vapeur, la maîtrise du soudage est critique. Des fournisseurs spécialisés proposent des solutions sur mesure pour variables de pression et température, et la collaboration avec des ateliers qualifiés garantit la conformité aux codes d’installation. Les gains en disponibilité et la réduction des incidents confirment que l’investissement dans des procédés de soudage qualifiés est rentable sur la durée.
Mot de fin de section : le rôle de l’acier inoxydable dans l’industrie se mesure autant à sa capacité à protéger les process qu’à réduire le coût total d’exploitation.
Limites, modes de corrosion et stratégies de maintenance industrielle
Malgré ses atouts, l’acier inoxydable n’est pas exempt de faiblesses. Les formes de corrosion — uniforme, par piqûres, intergranulaire, sous contrainte — peuvent compromettre des équipements si la nuance n’est pas adaptée ou si la mise en œuvre est défaillante. La corrosion intergranulaire résulte de la précipitation de carbures de chrome le long des joints de grains, souvent après exposition prolongée dans la plage 400–800 °C. Ce phénomène est évité en limitant le carbone ou en stabilisant l’acier avec du titane/niobium, voire en appliquant des traitements d’hypertrempe.
La corrosion par piqûres est redoutée car elle peut percer des tôles fines en peu de temps. Elle survient généralement en présence de chlorures et de particules ferreuses. D’où l’importance d’une propreté stricte en atelier et de l’utilisation d’outils réservés au travail de l’inox. L’usage d’états de surface polis, la suppression des zones difficiles à nettoyer et la passivation chimique constituent des mesures préventives efficaces.
Les formes rares mais graves, comme la corrosion sous contrainte, nécessitent d’éviter les tensions résiduelles élevées et les expositions à des milieux contenant des chlorures ou des eaux impures chaudes. Les bonnes pratiques de conception (éviter les concentrations de contraintes, prévoir des congés adéquats) limitent fortement ce risque. La surveillance par essais non destructifs (ultrasons, ressuage) permet une détection précoce des amorces de fissuration.
La maintenance industrielle s’appuie sur des procédures claires : nettoyage régulier, dégraissage avant passivation, élimination des dépôts et contrôles des états de surface. Le décapage chimique ou mécanique avant mise en service supprime les calamines et favorise la reformation du film passif. Le recours à traitements d’acide nitrique pour la passivation est répandu, mais nécessite des mesures strictes de sécurité et gestion des effluents.
La prévention inclut aussi la gestion des contacts avec d’autres métaux. Les assemblages hétérogènes peuvent engendrer une corrosion galvanique si les matériaux ne sont pas choisis compatiblement ou si l’environnement électrolytique le favorise. L’usage d’accessoires et de visserie en inox homogène évite ces problèmes. Enfin, un plan de maintenance prédictif, appuyé par des relevés de corrosion et un suivi des paramètres process (chlorures, pH, température), prolonge la durée de vie des installations et en réduit les coûts.
Phrase clé pour clôturer la section : la compréhension des mécanismes de corrosion et l’application systématique de bonnes pratiques de maintenance assurent que l’inox remplisse sa promesse de durabilité.
Fabrication, soudage, recyclage et impacts économiques
La fabrication des composants en acier inoxydable combine procédés traditionnels et technologies avancées. Le travail à chaud et à froid, l’emboutissage, le laminage, et le formage requièrent des machines robustes et une main-d’œuvre qualifiée. Les aciers austénitiques s’écrouissent fortement lors du formage à froid, ce qui impose des recuits d’adoucissement pour restaurer la ductilité. Les aspects de lubrification et de choix d’outillage conditionnent la qualité des pièces finies.
Le soudage est un point critique : choix du procédé, propreté des bords, protection du bain et qualification des opérateurs déterminent le comportement du joint. Les procédés TIG, MIG, plasma, laser et la soudure orbitale sont utilisables selon le contexte. Pour des tuyauteries industrielles ou des pipelines, la soudure orbitale assure des soudures reproductibles et de très haute qualité, réduisant la nécessité de reprises et de meulage. Les ateliers qui intègrent la soudure robotisée améliorent la constance des séries et baissent le taux de non-conformité.
Les coûts de fabrication doivent être mis en regard de la recyclabilité de l’inox. Ce matériau est entièrement recyclable et conserve ses propriétés après fusion, ce qui réduit l’empreinte carbone sur le cycle de vie. Les chiffres de production mondiale montrent une concentration importante en Chine, mais la demande européenne et américaine pour des nuances spécifiques reste forte, notamment pour la chimie fine et le médical. L’optimisation du design pour faciliter le démontage et la récupération des matières joue un rôle croissant dans la valorisation post-consommation.
Un autre aspect économique réside dans le rapport coût initial / coût de possession. L’inox peut être plus onéreux à l’achat que des alternatives revêtues ou Peints, mais l’absence de corrosion sévère, la réduction des interventions de maintenance et la meilleure sécurité sanitaire dans les process alimentaires tendent à démontrer la supériorité économique sur la durée. Des études de cas industrielles montrent des retours sur investissement en quelques années lorsque la sélection de nuance et la qualité de mise en œuvre sont conformes aux risques d’exploitation.
Liste de recommandations pratiques pour optimiser fabrication et maintenance :
- Standardiser les nuances selon les zones de l’usine pour simplifier maintenance et approvisionnement.
- Favoriser la soudure orbitale pour réseaux de process et tuyauterie de petite à moyenne section.
- Mettre en place des ateliers « blancs » pour éviter la contamination ferreuse et les piqûres.
- Planifier des passivations régulières et des inspections NDT selon criticité.
- Intégrer des pièces facilement démontables pour favoriser le recyclage en fin de vie.
Un tableau récapitulatif des procédés de soudage et leurs usages peut aider les décideurs à orienter leurs choix, en complément des ressources spécialisées sur la tuyauterie haute pression et les soudures orbitales offertes par des fournisseurs du secteur.
Phrase-clé finale : aligner fabrication, méthodes de soudage et stratégie de recyclage transforme l’acier inoxydable en levier d’efficacité industrielle et d’économie circulaire.
FAQ : questions fréquentes sur l’acier inoxydable en industrie
Quelle nuance choisir pour une installation en milieu marin ?
Pour les environnements marins, les nuances avec molybdène (ex. 316/316L) ou les aciers duplex (ex. 2205) sont recommandées en raison de leur meilleure résistance aux chlorures et à la corrosion par piqûres. L’évaluation se fait en fonction de la concentration de chlorures, de la température et de la vitesse d’écoulement du fluide.
Comment prévenir la corrosion par piqûres sur des équipements inox ?
Limiter les dépôts et la contamination par particules ferreuses, polir l’état de surface, appliquer une passivation chimique (acide nitrique) et choisir une nuance contenant du molybdène lorsque des chlorures sont présents constituent des mesures efficaces.
Le soudage endommage-t-il l’inox ?
Le soudage peut créer des zones appauvries en chrome si les bords ne sont pas nettoyés. Les procédés TIG ou orbital, l’utilisation de métaux d’apport appropriés et des contrôles post-soudage (passivation, décapage) préservent les propriétés anticorrosion.
L’acier inoxydable se recycle-t-il facilement ?
Oui. L’inox est entièrement recyclable sans perte notable de propriétés. Sa valorisation dépend toutefois de la qualité du tri et de la séparation des alliages, ce qui justifie une conception pour démontage lors des phases de fabrication.
Ressources complémentaires : pour des solutions de tuyauterie industrielle, de soudage orbital et d’équipements de protection, consulter des fournisseurs spécialisés qui proposent des gammes adaptées aux exigences des process et aux normes en vigueur.