La performance d’une installation industrielle dépend largement de la qualité des jointures de tuyauterie. Choisir la bonne méthode – soudure, bride, sertissage, collage, filetage ou autre – influe sur l’étanchéité, la maintenance, le coût et la sécurité des flux transportés. Ce guide fournit une analyse pragmatique et technique des solutions disponibles pour les systèmes de process, en privilégiant des exemples industriels tirés d’une usine fictive, Rivetex, confrontée à des problématiques réelles d’installation et de durabilité. L’approche argumentée met en regard avantages, limitations et critères de sélection, pour soutenir les décisions d’achat, de conception et d’exploitation.
En bref : Guide des jointures de tuyauterie
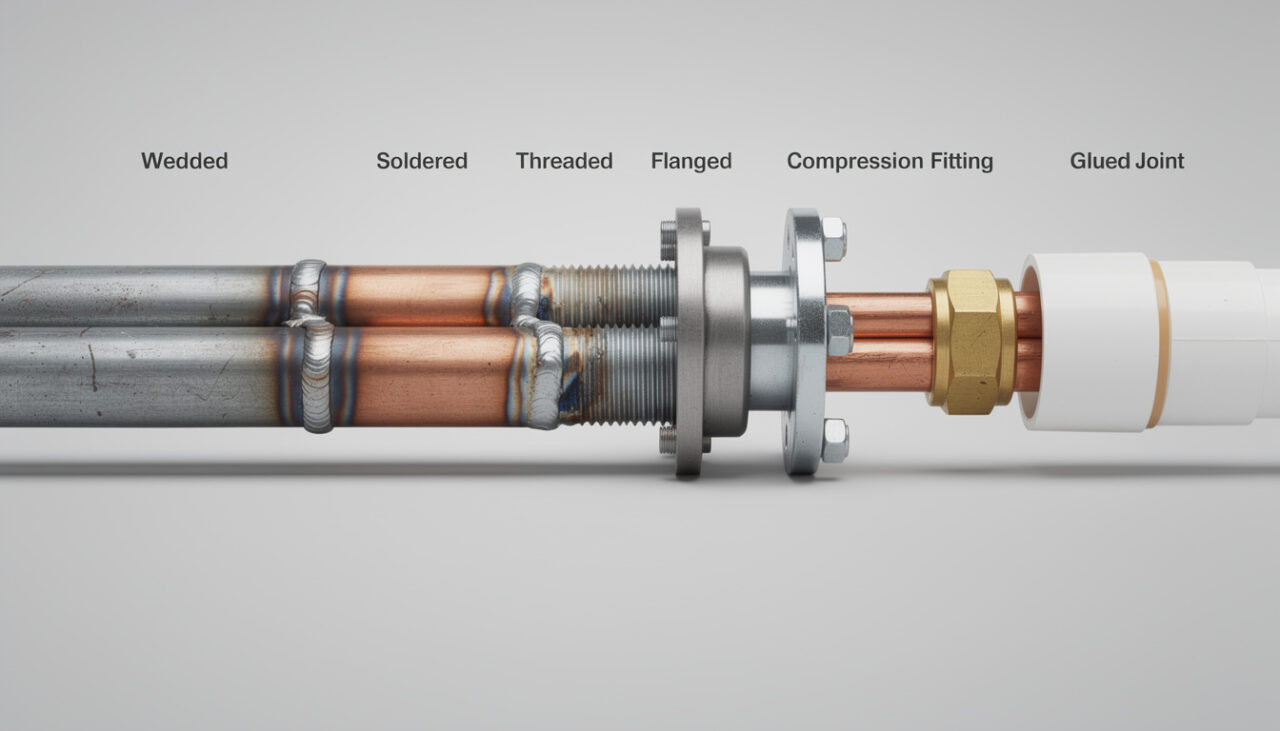
- Panorama des méthodes de jointure : soudure, filetage, bride, sertissage, collage et raccord rapide.
- Critères clés : étanchéité, résistance mécanique, compatibilité chimique, temps d’installation et coût total.
- Comparatif pratique via tableau pour orienter les choix selon l’application industrielle et la maintenance prévue.
- Exemples concrets avec l’usine Rivetex : décisions, erreurs courantes et corrections réalisées sur site.
- Ressources pour tests non destructifs et contrôle qualité, et réponses aux questions fréquentes.
Types de jointures de tuyauterie : panorama et critères de choix pour l’industrie
La diversité des applications industrielles impose une grille d’analyse rigoureuse pour sélectionner une jointure. Les critères doivent inclure la pression, la température, la nature du fluide, la résistance à la corrosion et la fréquence de démontage. Chaque critère influence le choix technique et économique.
La démarche d’un directeur d’usine s’apparente à un arbitrage entre performance et contrainte opérationnelle. Par exemple, l’équipe technique de Rivetex a dû choisir entre soudure et bride pour une ligne vapeur à haute pression. Le choix s’est basé sur l’analyse des risques liés aux cycles thermiques et sur les exigences de maintenance préventive.
Pression et température : variables déterminantes
Les systèmes haute pression favorisent la soudure ou les brides renforcées, car elles offrent une meilleure tenue mécanique. Pour les liaisons exposées à des chocs thermiques, une jointure soudée minimise les jeux et déformations susceptibles d’altérer l’étanchéité.
À l’inverse, pour des conduites de distribution de fluides non agressifs à basse pression, le filetage ou le sertissage accélèrent l’installation sans compromettre la sécurité.
Maintenance et démontage : impact sur la conception
Si la maintenance frequent implique démontage et remplacement, les solutions mécaniques comme la bride ou les raccords rapides s’imposent. Rivetex a observé une réduction de 40 % du temps d’arrêt en remplaçant certaines jonctions soudées par des brides avec joints remplaçables sur une ligne secondaire, tout en acceptant un surcoût initial.
La planification de la maintenance influe donc directement sur l’investissement initial et le coût total de possession.
Compatibilité chimique et matériaux
Pour les fluides corrosifs, le choix de l’alliage et la méthode de jointure sont essentiels. Le collage sur plastiques techniques peut offrir une barrière chimique plus fiable qu’une soudure sur métaux inappropriés.
La décision doit s’appuyer sur des analyses de compatibilité et sur des essais de vieillissement accéléré lorsque possible.
La sélection d’une méthode de jointure repose donc sur un équilibre entre conditions d’opération, contraintes de maintenance et coût total. Ceci orientera vers des solutions soudées, vissées, ou mécaniques selon les priorités d’exploitation.
Insight clé : choisir une jointure sans évaluer l’ensemble des contraintes techniques et opérationnelles se traduit souvent par des coûts cachés et des arrêts non planifiés.
Soudure et filetage : avantages, limites et mise en œuvre en milieu industriel
La soudure reste une référence pour la continuité mécanique et l’étanchéité permanente. Le procédé offre une finition lisse réduisant les pertes de charge et éliminant les zones de piégeage des fluides. Toutefois, l’application exige des soudeurs certifiés et des contrôles non destructifs systématiques.
Le filetage demeure pertinent pour les diamètres modestes et pour les réparations rapides. Ce mode autorise une modularité appréciable, mais il présente des limites en termes d’étanchéité sous fortes pressions et en présence de cycles thermiques répétés.
Avantages techniques de la soudure
La soudure confère une résistance élevée et une continuité de paroi qui limitent la corrosion galvanique dans certains assemblages. Pour les flux à haute température, la soudure garantit une intégrité accrue comparée aux assemblages vissés.
Les contrôles par ressuage, ultrasons et radiographie permettent de certifier chaque joint, condition sine qua non pour les installations sous réglementation.
Contraintes du filetage
Le filetage nécessite l’emploi de matériaux adaptés et d’un joint d’étanchéité complémentaire pour les applications exigeantes. Les pertes par fuite sont plus probables si le filetage subit des vibrations ou des cycles thermiques.
En pratique, Rivetex a limité l’usage du filetage aux réseaux de mesure et d’échantillonnage, où la maintenance rapide prime sur la permanence structurelle.
| Méthode | Avantages | Limites | Usage courant |
|---|---|---|---|
| Soudure | Étanchéité permanente, résistance mécanique | Temps d’arrêt pour pose, compétences nécessaires | Lignes haute pression, vapeur, fluides dangereux |
| Filetage | Rapidité d’installation, démontabilité | Limité aux faibles diamètres, risques de fuite | Instrumentation, petites canalisations |
| Bride | Démontage facile, joints remplaçables | Volume et masse, coût initial | Vannes, échangeurs, grandes connexions |
Le tableau clarifie que le choix dépend moins d’une hiérarchie absolue que d’une adéquation entre contraintes d’exploitation et caractéristiques propres à chaque méthode.
Insight clé : privilégier la soudure pour la robustesse et la sécurité, et le filetage pour la flexibilité opérationnelle, en accompagnant toujours le choix d’un plan de contrôle adapté.
Brides, raccords et étanchéité : solutions adaptées aux réseaux complexes
Les brides et les raccords jouent un rôle central dans la modularité des réseaux. Leur usage se justifie lorsqu’un démontage fréquent est attendu, ou lorsqu’il faut segmenter le réseau pour des interventions localisées. Les brides permettent l’emploi de joints compressibles et standardisés, facilitant les remplacements sans altérer la tuyauterie.
Dans l’usine modèle Rivetex, la standardisation des brides a réduit le délai de réparation sur les lignes de production critiques. La modularité a aussi permis des upgrades progressifs sans arrêt global.
Raccords et types disponibles
Les raccords filetés, à compression, soudés et rapides présentent des profils d’usage distincts. Les raccords rapides s’imposent dans les lignes d’air comprimé et de vidange, où l’intervention rapide prime.
Le choix d’un raccord se fonde sur la perméabilité, la résistance aux vibrations et la compatibilité avec les fluides transportés.
Systèmes d’étanchéité et joints
Les joints métalliques garantissent la tenue aux hautes températures et pressions. Les joints à base de PTFE ou d’élastomères conviennent pour des applications chimiques mais requièrent une surveillance accrue de l’usure.
Pour garantir l’étanchéité, des procédures de serrage et des couples précis doivent être respectés. La formation des équipes de maintenance est déterminante pour éviter des fuites non détectées.
- Assurer la traçabilité des brides et joints montés sur chaque tronçon.
- Privilégier des joints compatibles avec la chimie du fluide.
- Planifier des inspections périodiques et remplacer les joints selon préconisations.
- Utiliser des couples de serrage contrôlés et des outils calibrés.
Ces bonnes pratiques, appliquées chez Rivetex, ont limité les incidents de fuite et prolongé la durée de vie des accessoires de liaison.
Insight clé : un système de brides et raccords bien défini est un levier majeur pour la disponibilité opérationnelle et la sécurité des installations.
Sertissage, collage et techniques sans soudure : rapidité, sécurité et limites
Les méthodes sans apport de chaleur offrent des alternatives séduisantes pour réduire les risques pendant l’installation. Le sertissage crée une liaison mécanique durable sans déformation thermique, adaptée aux réseaux hydrauliques et aux systèmes de gaz non corrosifs.
Le collage sur plastiques techniques assure une bonne étanchéité et une résistance chimique appréciable. Ces procédés réduisent le besoin en compétences TLS et les temps d’immobilisation des lignes.
Atouts du sertissage
Le sertissage permet un montage rapide avec des outils portables et reproductibles. Dans un atelier d’assemblage, la pose de milliers de raccords sertis se révèle plus efficiente que la soudure, sans les contraintes de sécurité liées aux arcs et gaz.
Cependant, le sertissage exige une qualification du matériel: matrices, forces appliquées et profils de raccords doivent être contrôlés pour garantir une compression homogène.
Collage : opportunités et vigilance
Le collage structurel sur thermoplastiques convient lorsque l’usage prévoit l’absence de contraintes mécaniques élevées. Le profil de vieillissement différencie le collage adéquat pour une installation enterrée versus une installation intérieure soumise aux UV.
Un exemple récurrent chez Rivetex montre qu’un collage mal préparé peut provoquer une perte d’adhérence suite à contamination par huile de coupe, d’où l’obligation de procédures de nettoyage strictes.
Les techniques sans soudure augmentent la sécurité en réduisant les risques d’incendie et empoisonnement par fumées. Elles facilitent également la préfabrication d’ensembles complets en atelier pour limiter les opérations en zone sensible.
Insight clé : sertissage et collage apportent rapidité et sécurité, à condition d’imposer des contrôles rigoureux sur matériels et procédures.
Installation, maintenance et contrôles non destructifs pour garantir la durabilité des jonctions
La durabilité d’une jointure dépend autant de sa conception que des pratiques d’installation et de maintenance. L’intégration d’un plan de surveillance basé sur des contrôles non destructifs (CND) est un investissement rentable pour prévenir les arrêts non planifiés.
Chez Rivetex, la mise en place d’un calendrier de ressuage et d’ultrasons a permis d’identifier des zones à risque avant apparition de fuite. Le passage par ces contrôles a réduit les incidents de 30 % en un an.
Méthodes de contrôle adaptées
Les méthodes courantes incluent la radiographie pour la soudure, l’ultrason pour déceler les fissures internes et le contrôle visuel intensif pour les brides et raccords. Le suivi de couples de serrage via capteurs numériques s’avère efficace pour les brides critiques.
Les interventions de maintenance doivent être documentées, avec traçabilité des pièces remplacées et des résultats d’essais. Cela aide à identifier les tendances et à anticiper des remplacements proactifs.
Procédures d’installation et formation
Des procédures normalisées de montage, incluant nettoyage, lubrification contrôlée et couple de serrage, réduisent les erreurs humaines. Les opérateurs doivent maîtriser les spécificités de chaque méthode de jointure.
La formation continue et l’audit périodique des compétences garantissent la conformité des pratiques sur le long terme.
Indicateurs de performance et suivi
Mesurer le taux d’incidents, le temps moyen de réparation et le coût par défaut permet de piloter les améliorations. L’utilisation de capteurs pour surveiller pression et fuite fournit des alertes précoces pour intervenir avant l’événement critique.
Insight clé : une stratégie combinant contrôles CND, procédures documentées et formation assure une longévité accrue des systèmes et une réduction significative des coûts liés aux arrêts.
FAQ sur les types de jointures de tuyauterie
Quelle méthode privilégier pour une conduite vapeur haute pression ?
Pour la vapeur haute pression, la soudure est généralement privilégiée en raison de sa résistance mécanique et de son étanchéité. Les brides peuvent être utilisées là où un démontage périodique est requis, mais avec des joints et boulons adaptés aux températures élevées. Des contrôles non destructifs doivent être réalisés après installation.
Le sertissage convient-il aux fluides corrosifs ?
Le sertissage est adapté aux fluides non agressifs et aux applications à pression modérée. Pour les milieux corrosifs, il est préférable d’utiliser des matériaux et des joints spécifiquement résistants ou des solutions soudées en alliages appropriés.
Comment garantir l’étanchéité d’un raccord fileté ?
L’étanchéité d’un raccord fileté passe par l’usage de rubans ou pâtes d’étanchéité compatibles avec le fluide, le respect des couples de serrage et l’utilisation de joints additionnels si nécessaire. Pour les applications critiques, privilégier des alternatives mécaniques ou soudées.
Quels contrôles effectuer après une intervention sur une bride ?
Après montage d’une bride, contrôler le couple de serrage, vérifier l’alignement, inspecter le joint et effectuer un test d’étanchéité sous pression. Des inspections périodiques sont recommandées pour détecter le relâchement des boulons ou la dégradation du joint.




